

ProductPRODUCT
Featured products








Contact Us


- Bently Nevada
- 1900/65A-01-01-00-00-00
- General Equipment Monitor
- USA
- 196.9 x 149.4 x 74.4 mm
- 0.77 kg
- Xiamen, China
- New & In Stock
- T/T, PayPal, Western Union
- 1 Year
- 1-3 Working Days
- DHL, UPS, TNT, FedEx and EMS.
- 24-Hour Service
- COO
- 31
Our advantage
Global Logistics
We have a 10-year logistics and express cooperation agreement, so our products can be shipped to any place in the world.

Brand new and original
Our products are imported in bulk from the place of origin. Because of the cooperative relationship, our products are all original and 100% new.

24-hour service
We provide 7*24 hours service to our customers. We will be there whenever you need us.
Price advantage
All our products are priced very favorably because we have our own warehouse and supply.
| Company Information | |||
| [email protected] | |||
| Mobile | +8615980777398 | ||
| +8615980777398 | |||
| 15980777398 |
Product Overview
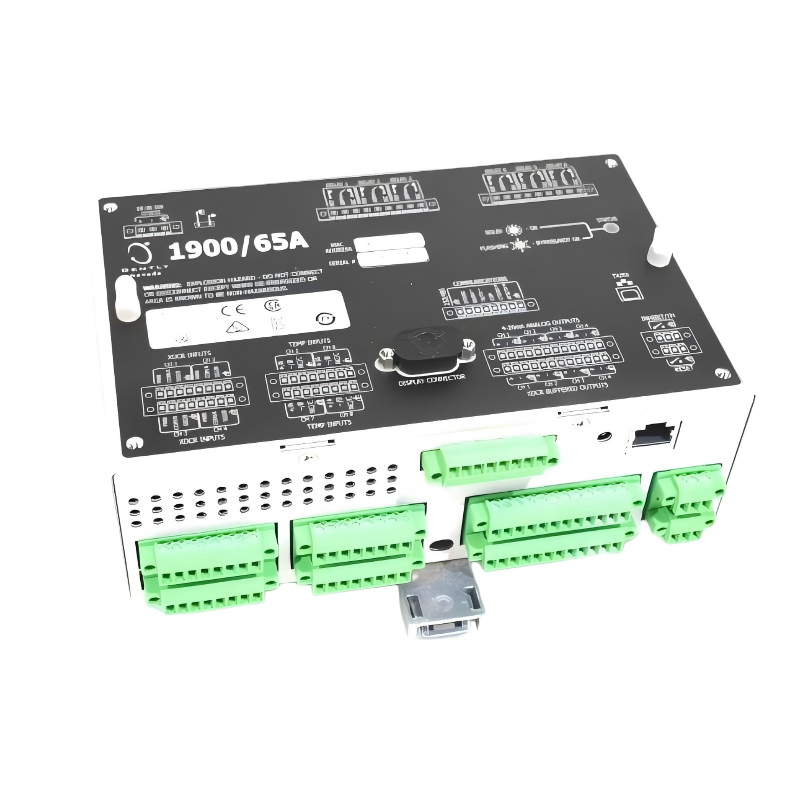
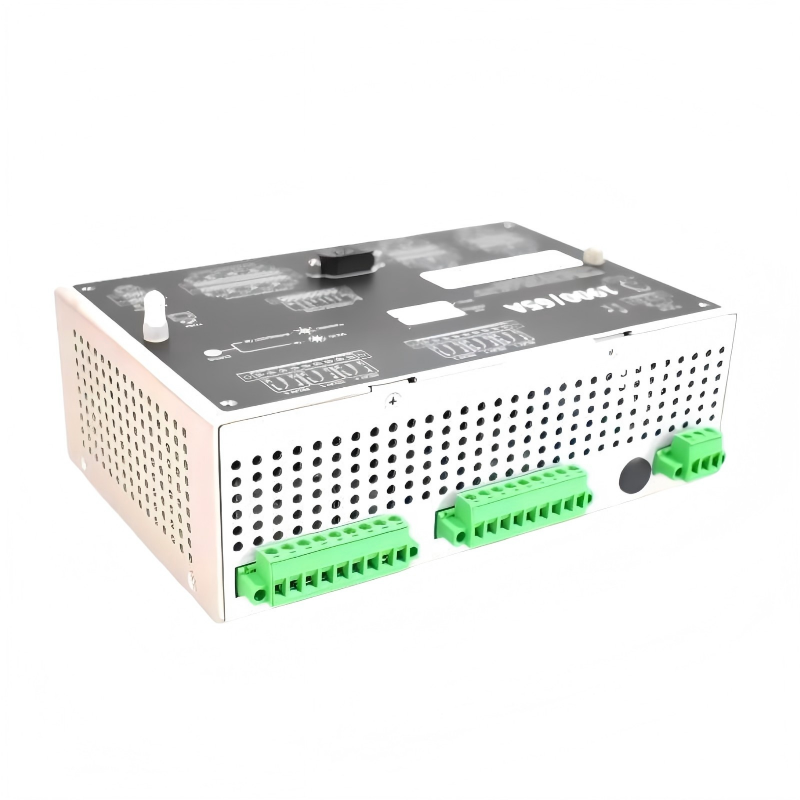
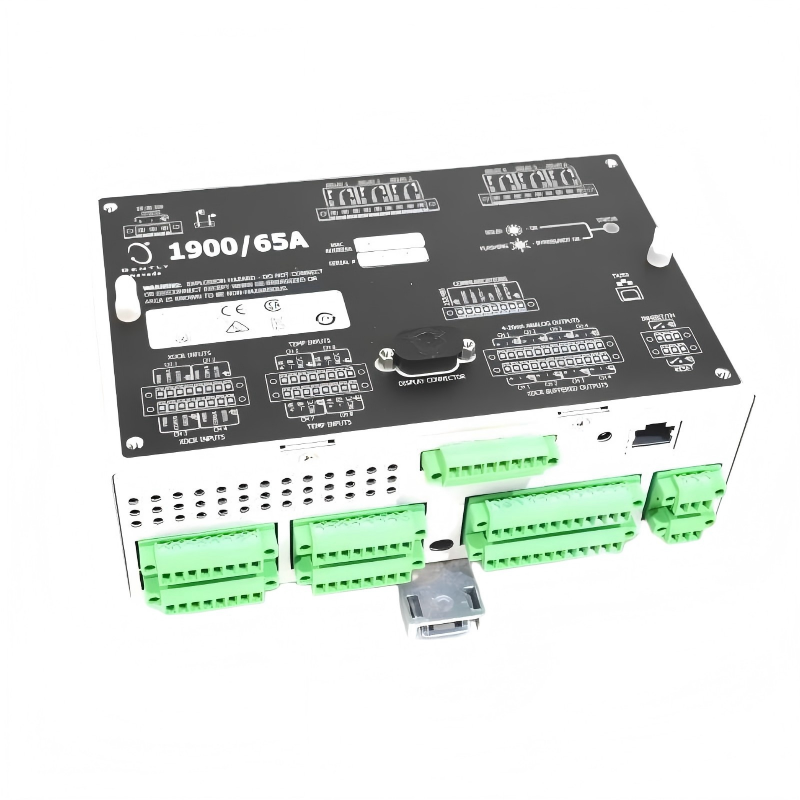
Maintaining reliable industrial machinery performance is vital for operational efficiency and safety. The Bently Nevada 1900/65A-01-01-00-00-00 General Equipment Monitor is designed for continuous monitoring of vibration, temperature, and other critical equipment parameters, enabling early detection of abnormal conditions and minimizing downtime.
This monitor provides accurate, real-time data for rotating and stationary machinery, making it ideal for industrial environments requiring continuous equipment health monitoring.
Technical Specifications
| Parameter | Details |
|---|---|
| Manufacturer | Bently Nevada |
| Model | 1900/65A-01-01-00-00-00 |
| Product Type | General Equipment Monitor |
| Function | Continuous machinery vibration, temperature, and health monitoring |
| Dimensions | 196.9 × 149.4 × 74.4 mm |
| Weight | 0.77 kg |
| Mounting Type | Panel or rack-mounted |
| Environment | Industrial-grade, continuous operation |
| Application | Rotating machinery, pumps, compressors, turbines |
| Signal Inputs | Vibration sensors, temperature sensors, proximity sensors, analog inputs |
| Output | Alarms, relay outputs, communication interfaces |
| Power Supply | Standard industrial voltage input |
Function and Working Principle
The 1900/65A-01-01-00-00-00 monitor operates by continuously measuring critical parameters of industrial machinery. Key functions include:
- Continuous vibration and temperature monitoring for early detection of abnormal conditions
- Real-time acquisition and processing of equipment data
- Triggering alarms or relay outputs when monitored parameters exceed thresholds
- Communication interfaces for integration with industrial control and monitoring systems
- Panel or rack-mounted compact design for convenient installation
This ensures proactive maintenance, minimizes unplanned downtime, and protects machinery integrity.
Role in Industrial Control Systems
The general equipment monitor plays a crucial role in industrial systems by:
- Providing early warning of abnormal conditions in rotating and stationary machinery
- Supporting predictive maintenance strategies to enhance operational efficiency
- Integrating with industrial control and monitoring systems for real-time condition tracking
- Enhancing safety and operational reliability in industrial environments
It serves as a bridge between equipment and maintenance teams, delivering actionable data for timely interventions.
Industrial Applications
The 1900/65A-01-01-00-00-00 monitor is widely used in:
- Turbines, generators, and industrial motors
- Pumps, compressors, and process machinery in manufacturing and power plants
- Rotating equipment in oil, gas, and petrochemical facilities
- Predictive maintenance programs requiring continuous condition monitoring
- Industrial environments needing early fault detection for machinery protection
Its durable design ensures reliable performance in demanding industrial conditions.
Installation and System Integration
Proper installation is key to optimal performance:
- Secure the monitor in a panel or rack near the equipment being monitored
- Connect vibration, temperature, and other sensor inputs according to specifications
- Configure alarm thresholds and relay outputs to operational limits
- Integrate with control systems for remote monitoring and data logging
- Follow industrial safety and electrical standards
Correct installation guarantees accurate monitoring, reliable alarms, and safe operation.
Compatible System Components
The 1900/65A-01-01-00-00-00 monitor typically works with:
- Vibration and temperature sensors
- Alarm relays and monitoring systems
- Industrial control and data acquisition equipment
- Rotating and stationary machinery requiring continuous monitoring
Together, these components provide a complete predictive maintenance and machinery protection solution.
Recommended Alternative Models
| Model | Type | Key Feature | Application |
|---|---|---|---|
| 1900/65A-01-01-00-00-00 | General Equipment Monitor | Standard monitoring of machinery health | Rotating and stationary industrial equipment |
| 3500/05 | Vibration Monitoring System | Multi-channel advanced monitoring | High-demand turbines and compressors |
| 3500/20 | Temperature and Vibration Monitor | Combined vibration and temperature tracking | Industrial process machinery |
| 1700/00 | Basic Equipment Monitor | Cost-effective machinery protection | Standard rotating machinery |
Key Advantages
- Continuous monitoring of vibration, temperature, and machinery health
- Early detection of abnormal operating conditions to prevent failures
- Compact, panel or rack-mountable design
- Integrates seamlessly with industrial control and monitoring systems
- Supports predictive maintenance strategies
- Enhances operational safety and equipment reliability
- Lightweight, industrial-grade, and durable design
Technical FAQs
What is the main function of the 1900/65A-01-01-00-00-00 monitor?
It continuously monitors vibration, temperature, and critical machinery parameters to detect abnormal conditions.
Where is it typically used?
It is used in industrial plants, including power generation, manufacturing, and oil and gas facilities, to monitor rotating and stationary equipment.
Can it trigger alarms?
Yes, it provides relay outputs and alarms when monitored parameters exceed thresholds.
Is it compatible with other monitoring systems?
Yes, it integrates with industrial control and data acquisition systems for predictive maintenance and equipment protection.
Conclusion
The Bently Nevada 1900/65A-01-01-00-00-00 General Equipment Monitor is a reliable and compact solution for continuous machinery monitoring.
For engineers and maintenance teams, this monitor provides early fault detection, real-time insights, and enhanced operational reliability, making it a critical component for predictive maintenance and industrial equipment protection.